In the United Kingdom, Distribution Network Operators (DNOs) such as UK Power Networks and Northern Powergrid are upgrading medium-voltage distribution infrastructure to handle rising electricity demand from urban expansion and renewable integration. A recent reinforcement project required 11 kV Triplex Cables manufactured to BS 7870-4.10, designed for underground installation in both ducts and direct burial conditions.
QZ Cable’s Solution
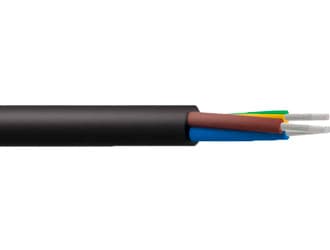
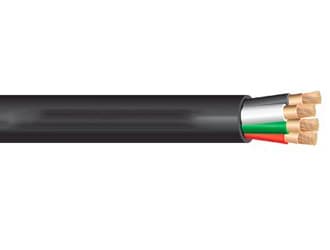
QZ Cable supplied Triplex 11 kV copper and aluminum XLPE-insulated cables, triplexed at the factory for ease of installation. The solution was optimized for the UK’s strict DNO standards, offering both PVC and LSZH sheathing options for urban applications where fire safety is critical.
Voltage Rating: 6.35/11 kV
Conductor: Copper or Aluminum, 95 mm² – 300 mm²
Insulation: XLPE, rated for 90°C continuous operation
Metallic Screen: Copper wire/tape screen
Sheath: Black PVC or LSZH (Low Smoke Zero Halogen)
Formation: Factory-assembled Triplex
Challenge 1: Compliance with DNO specifications
Solution: Full compliance with BS 7870-4.10, type-tested at QZ Cable’s facility with third-party verification.
Challenge 2: Installation speed in congested urban areas
Solution: Factory triplexed cables reduced field installation time by 25%, cutting project labor costs.
Challenge 3: Fire safety in city environments
Solution: LSZH sheathing minimized smoke and halogen release, enhancing public safety.
Quality Assurance
Every cable was tested according to IEC 60502-2 and BS 7870-4.10, including partial discharge, insulation resistance, and hot set tests. Certificates of conformity were issued for approval by the DNO.
Export Packaging & Delivery
The cables were delivered on treated wooden drums, each labeled with cable size, length, and project reference. Fast shipment ensured the project schedule was met despite tight deadlines.
With QZ Cable’s 11 kV Triplex solution, the DNO successfully reinforced its network in urban areas, improving capacity to serve over 50,000 new households and businesses. The project demonstrated QZ Cable’s strengths in:
Factory-direct pricing
Fast delivery from production to site
Guaranteed compliance with UK standards