In 2024, our company supplied a batch of instrumentation cables to an overseas process control project.
The end user operates industrial facilities in the oil & gas, power generation, and chemical processing sectors, where accurate signal transmission and system reliability are critical.
The customer required instrumentation cables capable of delivering stable analog and digital signals while resisting electromagnetic interference in complex industrial environments.
The main technical and commercial requirements included:
Reliable transmission of low-voltage instrumentation signals
Excellent protection against EMI and RFI
Flame-retardant and low smoke characteristics
Compliance with IEC and BS standards
Suitability for fixed installation in control rooms, cable trays, and ducts
Long-term performance under continuous operation
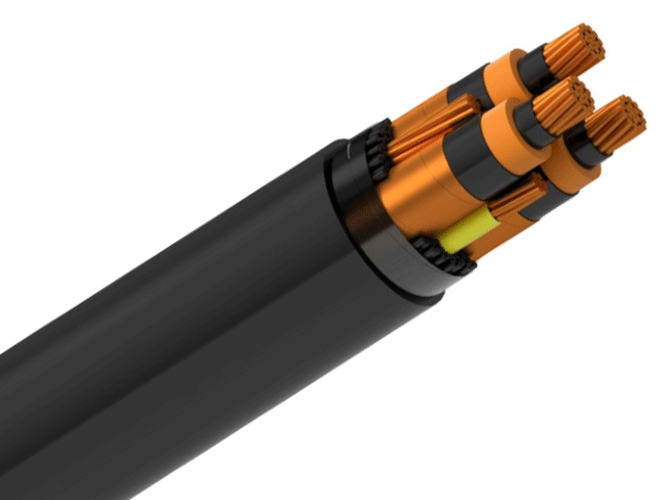
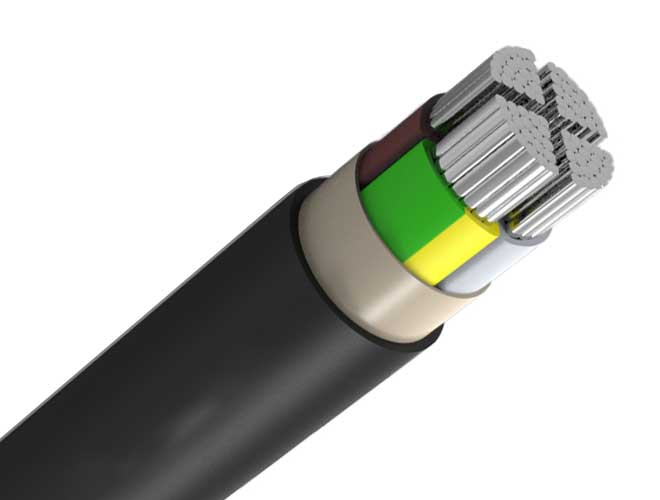
After evaluating the project conditions, we supplied overall shielded instrumentation cables with the following specifications:
Conductor: Stranded annealed copper, Class 5
Insulation: XLPE
Pair / Triad Identification: Color-coded or numbered
Shielding: Overall aluminum foil shield with drain wire
Inner Sheath: PVC
Outer Sheath: PVC, flame-retardant (FR)
Rated Voltage: 300/500 V
Operating Temperature: –15°C to +90°C
Standard: IEC 60502-1 / BS EN 50288
This structure ensures accurate signal integrity and minimizes external electrical interference.
The supplied instrumentation cables were widely applied in:
Field instrumentation and sensors
Distributed Control Systems (DCS)
Process automation systems
Oil & gas production facilities
Power plants and substations
Chemical and petrochemical plants
The cables support stable data transmission between field devices and control panels.
Each batch of instrumentation cables was tested in accordance with international standards, including:
Conductor resistance measurement
Insulation resistance test
Voltage withstand test
Shield continuity test
Flame retardancy test
All cables passed inspection prior to shipment.
The instrumentation cables were supplied on wooden drums or coils, protected with moisture-resistant wrapping.
Clear labeling was applied to ensure easy identification during installation and commissioning.
On-time delivery helped the customer maintain their project schedule.
Following installation, the customer confirmed:
“The instrumentation cables provide stable signal transmission and excellent shielding performance. Quality and service fully meet our expectations.”
This project strengthened our cooperation and led to further inquiries.
Proven export experience for industrial projects
Custom designs: pairs, triads, shielding options
Compliance with IEC / BS / customer specifications
Consistent quality and reliable delivery
Technical support throughout the project lifecycle
If you are looking for a dependable instrumentation cable supplier, we are ready to support your next project.